There are four types of welds that are used in industries and a then there’s gas welding and brazing. Here I will mainly cover the four main types of welds because brazing and gas welding are outdated or barely used anymore.
What is welding
Welding is the process of using an electric current to arc an electrode that heats and melts the electrode or filler metal and the base metals to form a joint. A flux is used to prevent the molten metal to mix with oxygen. Flux can come in a form of a gas, scale around an electrode, or the inner lining of wire.
The four main types of welding
- TIG – Tungsten inert gas (GTAW/Gas tungsten arc welding)
- MIG – Metal inert gas (GMAW/Gas metal arc welding)
- MMA/Stick – Manual metal arc (SMAW/Sheild metal arc welding)
- FLUX-CORED – (FCAW/Flux-cored arc welding)
All four main types of welding all use electricity and some sort of flux that is in a scale or in a gas form. The scale flux vaporizes when you weld forming a gas that protects your weld from oxygen.
MIG | Stick | TIG | Flux-core | |
Electrode | Wire | Rod(stick) | Tungsten rod | Wire |
Flux | Gas | Solid | Gas | Solid |
Earth at + or – | – | – | + | + |
TIG (tungsten inert gas)

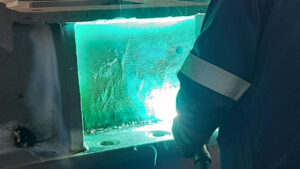
TIG welding uses a tungsten electrode with a ceramic gas nozzle and an inert gas that is mostly argon gas. The tungsten electrode creates an arc that melts the two metals together. Filler metal can be used if needed.
The earth should be connected to the positive polarity and the welding torch should be connected to the negative one. In all other welding types except flux core welding, they are swapped around.
Remember to keep your tungsten tip sharp, this provides a more accurate and neater weld. Try to avoid touching the tungsten tip against the base metal when arcing or excessive heat to the tip. When the tip is blunt you can easily sharpen it with an angle grinder or at a bench grinder.
TIG welding is by far the best-looking weld if it is done right. It is great for framework on thin metals, if you really want an awesome-looking weld, or you are looking for the strongest type of weld.
Try to avoid long welds because it can be very time-consuming. I recommend sticking to welds not longer than 100mm moving at a relatively slow speed.



Best use cases for TIG welding
- Small items
- Thin metals
- Non-ferrous metal welding
- High-pressure items
- Car parts
- Moving parts
Advantages of TIG welding
- Stong
- Best looking welds
- Weld extremely thin metal
- Welds almost all types of metals
- Smaller machine sizes
Disadvantages of TIG welding
- Hard to do
- Hard to learn
- Only weld thin metals
- Heavy gas cylinder needed
- Expensive parts
MIG metal inert gas
MIG welding works by feeding in an electrode wire through a welding torch to create an arc for welding. The torch has a shroud that is used to guide the inert gas, which acts as the flux, over the welding area to protect the molten metal from contamination.
The button on the torch is pressed to feed the wire and create the arc, when the button isn’t pressed nothing will happen even if you touch the wire to the base metal.
Read up on how to connect and use a MIG welding machine where I cover all you will need to know before using one or just looking for more information on MIG welding.
MIG welding is the most commonly used welding method in industries around the world. This is due to the ease of use, speed of welding, and ability to weld all thicknesses of welds. It can be a bit costly at first and be a bit more expensive to run than MMA welding, but the benefits outweigh the costs and I believe MIG welding is the best for home use even with extra cost.

Best use cases for MIG welding
- Thin metal
- Thick metal
- Welding low to medium carbon steel
- Short welds
- Long welds
- Large welds
- Small welds
- Tacking
Advantages of MIG welding
- Easy to learn
- Easy to use
- Fast welding
- Used in most situations
- Weld thin to very thick metals
- Can be operated with one hand
Disadvantages of MIG welding
- High start-up cost
- Machine tend to be larger than other welding machines
- Not very portable
- Heavy gas cylinder needed
MMA/Stick welding

MMA/stick welding is the most simple and basic type of arc welding and can be found in a lot of areas where the other types of welding can’t be used. It is great for portability because of its small size and no need for any gas cylinder.
Stick welding consists of five main parts that include the inverter, earth clamp, electrode holder, cables, and electrode. The earth is attached to the base metal and the electrode is inserted into the electrode holder by the small piece of metal that doesn’t have flux on it. The electrode is then brought close to the base metal to produce an arc.
You should bring the electrode only about a ⅛ inch to the base plate to produce the arc. Never touch the electrode to the base plate because it can arc to the base metal and get stuck.

How to remove a stuck electrode
When your electrode gets stuck to the base metal don’t try and pull away because you can create arc strikes or damage the electrode. Rather remove the electrode holder and take a thick welding glove to wiggle it loose. If the electrode is extremely hot then first wait for it to cool down then remove it.
Best use cases of MMA/Stick welding
- Small touch-ups
- When you have to weld where you can’t use MIG
- Welding thick stainless steel plates
- Thicker metals about 3mm and up
Advantages of MMA/Stick welding
- Portable
- No need for gas
- Versatile (Easly swap between different sizes/types of electrodes)
- Weld in difficult to reach areas
- Simple to set up
Disadvantages of MMA/Stick welding
- Only weld 3mm and up metal
- Constant swapping of electrodes
- Can sometimes be difficult to weld
- Easy to create arc stricks
Flux-cored welding

Flux-cored welding is exactly like MIG welding and you can use the same machines, but you don’t need gas and your polarities are swapped. This is because there is, as the name states, flux in the core of the welding wire.
When welding flux core you can use everything from a MIG machine that includes the welding torch. The only thing that is different on your torch is that you don’t need a shroud because there is no gas that is needed to be guided over the molten metal.
This is a cheaper alternative to MIG welding because you don’t need to buy a cylinder or refill the gas. I would still recommend going through the trouble to get gas and just using normal MIG welding because you don’t need to deal with flux forming on top of your welds that need to be cleaned off. The flux over the weld will only allow you to weld a single pass meaning you can’t weld over your first weld.
Flux core wire also tends to be a lot harder and less flexible than regular MIG wire. This can cause the wire to struggle to pass through your torch and not run smoothly. If this happens you can try to use a larger size contact tip or get a feed roller with teeth.
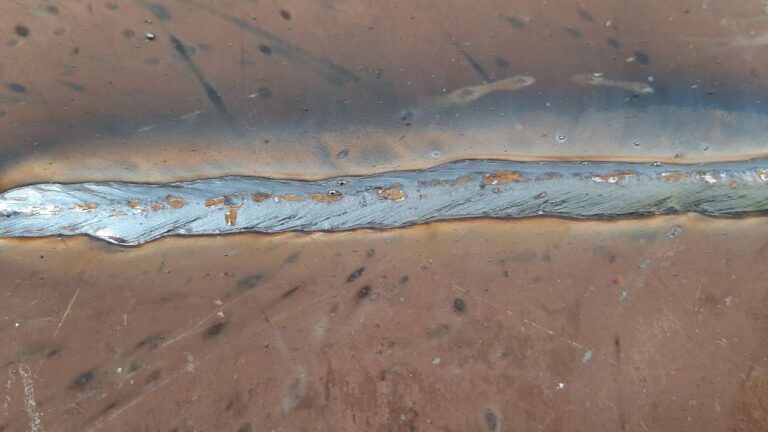
Flux core weld looks similar to a stick weld
Best use cases for flux-core welding
- Don’t have access to MIG gas
Advantages of flux-core welding
- Similar to MIG welding
- Easy to use and learn
- Weld very thin to very thick metal
- No need for gas
- Used with one hand
Disadvantages of flux core welding
- Flux formed over welding
- Only do a single pass
- Less flexible wire
Brazing vs gas welding
Brazing and gas welding is a lot similar, but use different techniques to achieve a similar weld. Like TIG welding you use a heat source to heat up the base metals and to melt a filler metal to the base metals forming a weld.
Brazing and gas welding isn’t as strong as TIG welding, but you can braze or gas weld without any source of electricity and it is a lot cheaper.
Brazing
Brazing is used in situations where you have to weld thin copper or aluminum in areas where it isn’t possible for TIG.
You can use an oxy-fuel torch to braze with or a special gas blow torch that is used to braze with. You also have to dip your filler metal into a type of flux that is in powder form.
Brazing is the best way to join thin copper pipes and is used a lot by plumbers or aircon technicians.
Gas welding
Gas welding is exactly like brazing but you don’t need to use flux on your filler metal. You might come into difficulty when you have to weld something other than low to medium carbon steel.
A tip when you have to weld thin metals like copper piping you can let one pipe slightly overlap the other one and then just melt the top pipe to the bottom one. This can also be used to join aluminum pipes to copper pipes.
Conclusion
There are a ton of different metals and situations each of these welding types can be used in. It is up to you to decide what you will need according to your situation and the information given on this post.
If you are new to welding and looking for what you should do first to level up your welding ability check out “projects everyone new to welding should do first” or for just extra information you can read on different methods used to join metals without welding.